1.工業鋁型材拉彎加工廠家盛達拉彎旗下北京拉彎廠和天津拉彎廠主體內容與適用范圍
本守則是針對在SBL-30A型雙轉臂液壓拉彎機上型材拉彎的工藝方法及檢驗標準。
本守則是與產品工藝文件配合使用的通用規則,若產品文件有特殊要求時,按產品文件執行。
2.引用標準
《加工質量檢驗規范》 YD/C-8.2.4-01
3.檢驗標準
型材彎弧允許偏差:
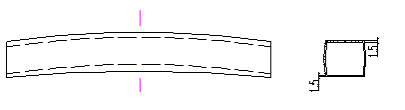
 型材拉彎后,型材彎弧面出現的凸,凹變形不得大于1.5㎜,如下圖所示:
型材拉彎后,型材彎弧面出現的凸,凹變形不得大于1.5㎜,如下圖所示:
 在拉彎過程中,型材的外飾面不允許有磕碰、劃傷和油漬。
在拉彎過程中,型材的外飾面不允許有磕碰、劃傷和油漬。
4.拉彎工藝過程
根據工序卡看懂圖紙和相應細目,了解拉彎工件的技術要求。
根據加工件的彎弧半徑,合理地選取模板(有時要用靠弧板選定)并要用編織布將模板均勻包一層,以防型材表面在加工過程中被劃傷。(模板彎弧半徑Rm=KR工件 K=0.5-0.95 K值根據工件的半徑、斷面大小 、材料的機械性能來選取)(注:最小拉彎半徑為1米)
把包扎好編織布的模板用壓板壓在折彎機大盤上,根據型材斷面大小調換好牙板,在裝卸牙板時嚴禁開啟電動機。
根據型材彎弧半徑的大小,及斷面形狀,考慮型材腔內是否需要填充,一般當彎弧R值小于10米左右時就應考慮在型材腔進行填塞。防止拉彎變形過大。
5.填塞物的形式和方法:
采用板條為填塞物 例如“纖維板”、“石棉板”“PVC板”如圖a所示:用在開腔型材拉彎。
采用木方為填塞物 如圖b所示:用在閉腔型材拉彎
采用砂子為填塞物 如圖c所示:用在閉腔型材拉彎。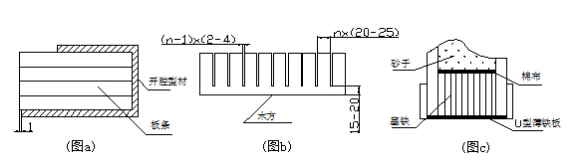 開車前首先檢查各聯接螺栓有無松動現象,空載運行1-2次,確認無異常現象后方可使用。
開車前首先檢查各聯接螺栓有無松動現象,空載運行1-2次,確認無異常現象后方可使用。
根據型材截面大小,壁厚,半徑大小,合理調整折彎機大臂轉動速度,型材截面大宜速度慢些,反之宜快些。同時估算出拉力。
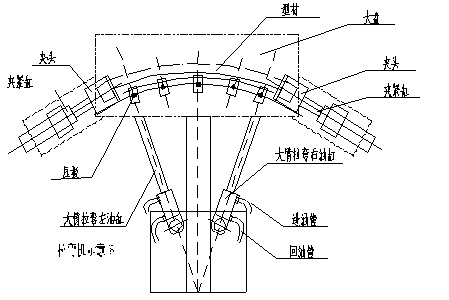
開車時,操作者應時刻注意卡頭不能碰到大盤,大臂轉動時或拉伸缸前進、后退時,要多注意觀察。另外要把油管吊掛好,大臂處于極限位置時不能拉壞油管。大臂收攏時不能擠壞油管。 把型材兩端塞緊墊鐵后,裝在兩個夾頭內,夾持長度不得小于120㎜,按“同拉按鈕”,將型材拉緊后,再按左右“大臂回按鈕”,拉彎型材達到要求的弧長。如圖所示:
拉彎時,操作者時刻控制夾頭水平狀態,并要站在夾頭的后側方,以防型材斷裂傷人,并隨時觀察拉彎型材有無變形、裂紋、凹陷等現象。
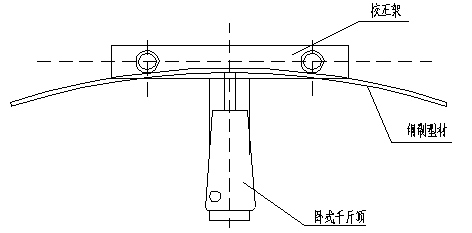
將拉彎型材卸下后,放在樣線上檢驗其弧長的吻合度。當弧形的吻合度超差時應在校正架上進行校對(要不斷總結校對經驗)如圖所示:為防止型材表面的磕碰、劃傷應在校正架的工作面處包上膠皮。 對于較大的型鋼拉彎件校正時,可用千斤頂樣弧器進行校正,如下圖所示:
對于較大的型鋼拉彎件校正時,可用千斤頂樣弧器進行校正,如下圖所示:
 當首件產品三檢合格并且確定了穩定設備供給壓力值后方可批量生產。
當首件產品三檢合格并且確定了穩定設備供給壓力值后方可批量生產。
檢驗合格后的加工件,貼上標識后應整齊地擺放在存放區,注意底層和間層要墊上木枋。對存放時間較長的弧型件,在交付下序前應復查。其弧形是否有反彈情況,若有超差件,應對其重新校正。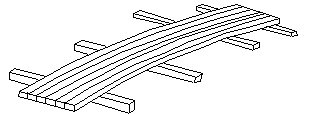 6.設備的維護和保養
6.設備的維護和保養
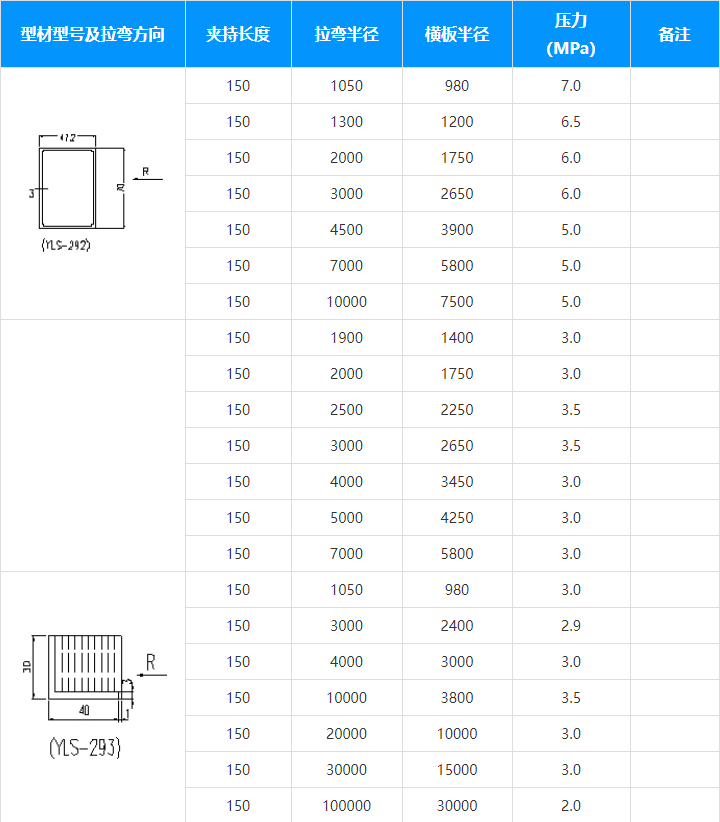
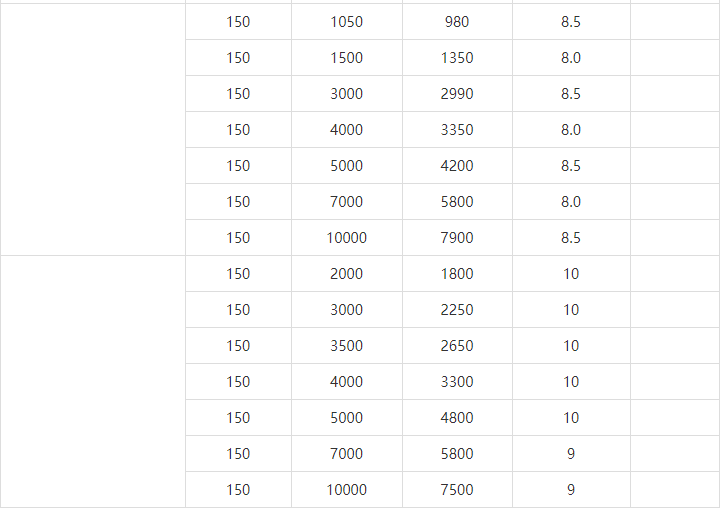
為了避免設備損壞,一定要按設備性能及要求進行工作。不允許超負荷運作。每次工作結束后,對易損件進行檢查。工作表面擦試干凈,尤其是油缸桿要經常保持清潔,應經常在導軌和轉動部件注油。(常用型材拉彎所需油壓和模板半徑參考數值表附后)