
2023年,在王群總經理的帶領下,北京拉彎廠積極培育壯大新動能、改造提升傳統動能,精細加工結構持續優化,產業鏈供應鏈韌性和安全水平明顯提升:板料的方向性。板料不同方向的抗彎能力不同。彎曲件的彎曲線與板料的纖維方向垂直時不易彎裂,最小相對彎曲半徑的數值就小;反之,彎曲件的彎曲線與板料的纖維方向平行時,容易彎裂,最小相對彎曲半徑的數值就大。因此,當彎曲線與軋制方向垂直時,能得到較小的最小相對彎曲半徑。
板料纖維與彎曲的關系3板料邊緣及表面狀態。彎曲件的壞料多用剪床下料或沖模落料方法制備,壞料邊緣有冷作硬化、毛刺,表面常有劃傷等缺陷。彎曲時,這些缺陷受拉應力作用會引起應力集中而導致破裂因此,彎曲前應將毛刺和缺陷去除,彎曲時應將有毛刺的邊緣放在彎曲區內側,使其受壓,避免彎裂,從而使最小相對彎曲半徑減小一些。
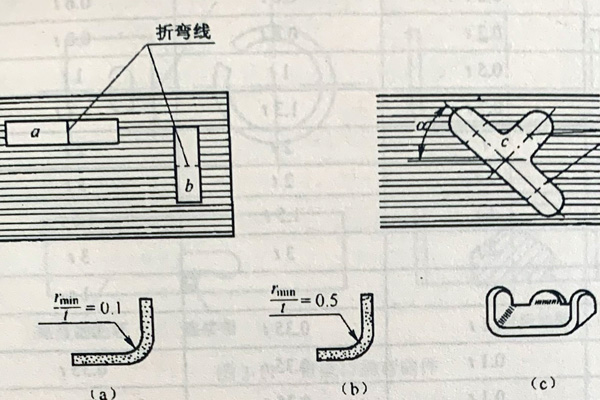
彎曲件角度大小。彎曲件角度a愈大,最小相對彎曲半徑 min/t 愈小。理論上彎曲變形區只限于圓角部分,變形程度只與 rt 有關,而與彎曲件角度無關。但實際上由于材料的相互牽連其變形影響到圓角附近的直邊,擴大了彎曲變形區的范圍,分散了集中在圓角部分的彎曲應變,這對于圓角外層纖維瀕于拉裂的極限狀態有所緩解,使最小相對彎曲半徑減小。彎曲件角度a愈大,圓角中段變形程度的緩解程度愈明顯,所以,許可的最小相對彎曲半徑rm/t可以愈小。G板料的寬度。窄板 ( b/t 彎曲時,在板料寬度方向的應力為零。寬度方向的材料可以自由流動,以緩解彎曲圓角外側的受拉狀態,因此,最小相對彎曲半徑可以減小。6 板料的厚度。變形區內切向應變在厚度方向上按線性規律變化,在內、外表面處最大,在中性層上為零。當板厚較小時,切向應變的變化梯度大,其數值很快由最大值衰減為零,允許的影響板料最小相對彎曲半徑的因素較多,其數值一般由試驗方法確定,最小彎rmin/t 值比厚板的小。
